The Workforce Reality
Steel tank and pipe fabricators face a workforce deficit that directly threatens production capacity. The American Welding Society projects a shortage of 360,000 welders by 2027, with more than 157,000 welders nearing retirement. For fabricators working under ASME boiler and pressure vessel code requirements, this labor gap compounds the challenge of maintaining quality while meeting regulatory standards.
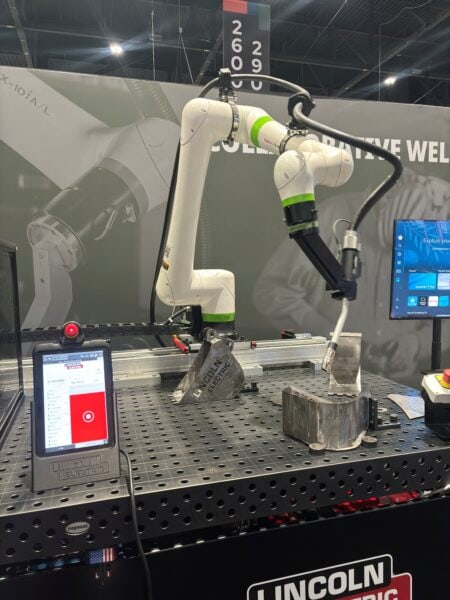
Collaborative robots (or cobots) provide a viable solution. They work alongside human welders and adapt to high-mix, low-volume production runs typical in custom tank and vessel fabrication. Cobots integrate force-torque sensors that detect contact and stop movement. This design removes the need for safety cages and dedicated floor space that traditional industrial robots require.
“Cobots are a great tool for fabricators with a high mix, low volume product mix. The ease of programming allows companies to train people to use them faster and easier compared to traditional robots,” commented Kyle Drummer, General Manager of Pre-Engineered Automation for Lincoln Electric, “We see many organizations that have one cobot programmer manage multiple cobots – improving productivity and getting welding completed faster and with higher quality.”

© Lincoln Electric
Technical Distinctions from Traditional Robots
Programming methods differ substantially. Most cobot systems enable operators to physically guide the robotic arm through the desired weld path and record the motion for future cycles. This hand-teaching method takes 10 minutes for simple applications compared to weeks of offline programming typical for traditional robotic cells. Operators without programming backgrounds can manage cobot systems after abbreviated training periods.
The footprint fits existing floor layouts. A complete system takes up about as much floor space as a welding station with positioner. Traditional robotic cells need 400 to 600 square feet once you factor in safety fencing and positioning equipment. Cost tells a similar story: complete cobot welding systems run $95,000 to $140,000, while traditional robotic cells start around $200,000 and often push past $300,000.
Applications in Steel Tank and Pipe Fabrication
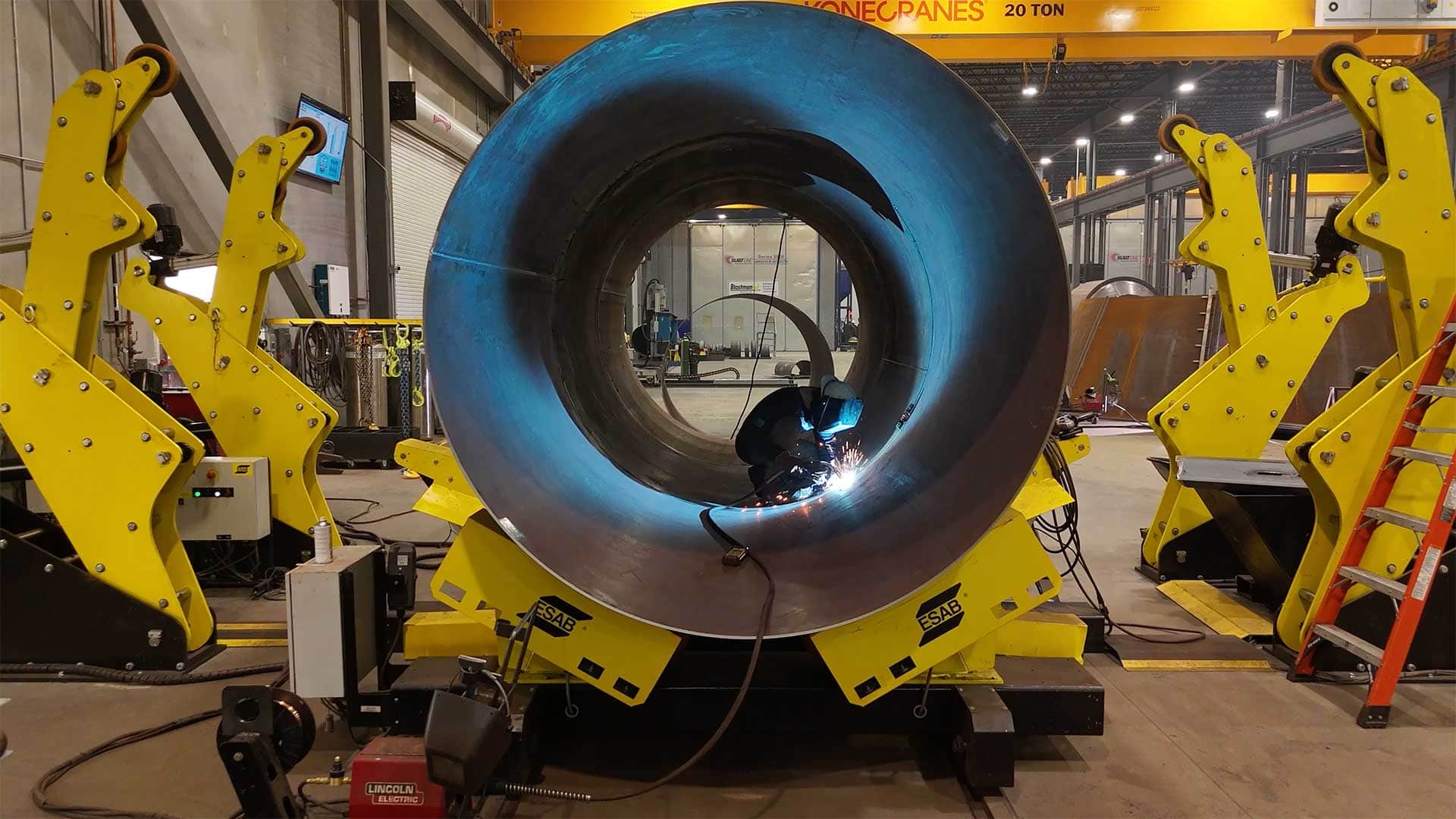
Collaborative robots address three critical welding operations in steel tank and pipe manufacturing: Circumferential seam welding on cylindrical tank shells and pipe sections, Longitudinal seam welding for tank shell fabrication and pipe manufacturing, Nozzle and attachment welding for inlet/outlet connections, manways, and structural supports to tank shells. These fillet welds and partial penetration joints traditionally consumed significant manual welding time due to positioning complexity.
Performance Parameters
Cobots operate at 20-30 inches per minute on structural carbon steel, reaching 90 inches per minute on thin-gauge materials where heat input control prevents distortion. Multi-pass welds on ASME Section VIII pressure vessels require precise inter-pass positioning, which cobots deliver through programmable torch angle adjustments.
Industry Implementation
One example from the water heater industry shows the technology at scale. A.O. Smith’s Ashland City facility completes one tank every 45 seconds across 1.5 million units annually, applying robotic systems for flue-to-head and bottom-to-shell lap joints. Their shift from hard automation to flexible robotic welding brought leak detection failures down from roughly 10 percent to near-zero.
Materials and Processes
Steel fabricators deploy cobots on carbon steel (ASTM A36, A516), stainless steel (304, 316), aluminum (6061-T6, 5086), and nickel alloys (Inconel 625, Hastelloy C-276, Monel 400). MIG welding suits thicker materials requiring 5-12 pounds per hour deposition rates. TIG processes handle precision joints on corrosive-service stainless and exotic alloys.
Productivity Impact
Manual welders achieve 15-25% arc-on time per American Welding Society time studies. Cobots deliver 70-85% arc-on time, translating to 10-12 tanks daily versus 3-4 tanks manually on comparable joints, while reducing weld metal consumption 10-15%.
Meeting ASME and Industry Standards
ASME Section VIII lays out design, fabrication, and inspection requirements for pressure vessels operating above 15 psi. Section IX governs welder and welding procedure qualifications. Cobots don’t eliminate these certification requirements. Human oversight remains mandatory for parameter verification, visual inspection, and final quality acceptance.
Weld documentation and traceability requirements under ASME create administrative burden in manual welding environments. Cobot systems with integrated data logging automatically record welding parameters, ambient conditions, and operator identification for each joint. The digital records streamline manufacturer’s data report (MDR) preparation and support nondestructive (NDR) testing requirements.
Repeatability is where cobots deliver their quality advantage. Positional accuracy of ±0.1mm on critical joints supports radiographic (RT) and ultrasonic testing (UT) pass rates. Consistent travel speed, arc length, and wire feed rate cut down the variability behind porosity, undercut, and incomplete fusion. Fabricators see rework dropping from 10 percent of joints down to near-zero when proper fixturing maintains part consistency.

© Lincoln Electric
Economics: ROI and Payback Analysis
Most steel fabricators hit payback within two years on cobot welding investments. The calculation hinges on production volume, labor rates, and joint complexity being automated. Productivity jumps of 3 to 4 times manual welding rates are common on batch production, with the economic sweet spot landing between 20 and 1,500 parts per run.
One cobot replaces roughly 3.5 manual welders in terms of arc-on time efficiency. At $65,000 annual compensation per welder, the labor cost comparison supports payback periods between 18 and 24 months for systems running two shifts. Documented annual savings exceed $13,000 per system in conservative projections.
Initial investment covers:
- Hardware
- Training
- Fixturing
- Facility modifications
Hardware costs of $95,000 to $140,000 represent the largest expenditure. Training typically requires two days on-site with the equipment supplier. Fixturing costs vary widely based on part geometry and ranging from $5,000 for simple applications to $50,000 for complex assemblies.
Batch size determines economic viability, and jobs requiring 20 parts justify cobot programming time when quality improvements reduce final inspection failures.
“Success of cobot utilization in a facility still requires having at least one “robot champion” who is empowered to take ownership over the applications that where you choose to deploy the cobot,” commented Drummer. “They should have a good understanding of the repeatability of the joint fit up and estimated arc on time required when welding manually or a semi-automatically. This will lead them to deploy your cobot in the right applications leading to strong ROIs for your investment. Robotic integrators can also help you understand the practical applications and limitations of a cobot versus other tools.”
Workforce Integration and Training
Adding cobots changes what welders do rather than cutting jobs. Welders move into operator roles, running several systems side by side and monitoring quality across the board. There’s a learning curve, but it draws directly on their existing welding knowledge.
“Cobots have successfully been used in many different tank and pipe fabrication applications. Nozzle and attachment welding is one high mix, low volume area where fabricators have seen success,” said Drummer. “Similar to traditional robotic applications, part fit up and repeatability to critical to success – however, the faster programming learning curve enables fabricators to tackle one-off applications quickly and easily, especially with longer weld times.”
Training timelines vary by system complexity and operator background. Two-day on-site programs are industry standard, covering basic programming, torch maintenance, and troubleshooting. Some cobot systems enable complete novices to produce acceptable welds after 30 minutes of instruction, though this assumes simple joint geometries and forgiving materials.
Safety improvements extend welder careers by reducing:
- Fume exposure
- Physical strain from repetitive positioning
- Heat exposure from continuous arc time
ISO-10218 and TS-15066 establish collaborative robot workplace safety standards.
Implementation Challenges and Practical Considerations
Fixturing determines cobot success more than programming sophistication or robot precision. Parts must present consistent joint locations and gap tolerances for automated welding to succeed. Poor fit-up causes cobot failures just as it does manual welding, but manual welders adjust technique instinctively while cobots require reprogramming or fixture modification.
Joint gap sensitivity limits cobot application on poorly prepared assemblies. Gaps exceeding 1/16 inch require weld parameter adjustments: something cobots cannot make autonomously. Upstream processes including cutting, rolling, and forming must deliver dimensional consistency.
Maintenance planning prevents unexpected downtime. Contact tips, nozzles, and drive rollers require regular replacement on predictable schedules. Torch tip replacement occurs every 8 to 12 hours of arc-on time.
Cobots are not autonomous. Human operators monitor:
- Wire feed issues
- Weld defects
- Fixture verification
- Parameter adjustments when material characteristics change
© Lincoln Electric
When Cobots Fit Your Welding Operation
- Batch size sweet spot sits between 20 and 1,500 parts – Smaller runs under 20 pieces don’t usually justify the setup time unless manual welding keeps missing quality targets. Larger volumes beyond 1,500 typically make better economic sense with dedicated automation.
- Repetitive patterns and quality-critical welds favor robotic precision – Joints demanding consistent penetration depth, exact bead placement, or tight tolerances leverage the cobot’s repeatability. Manual welding introduces too much variability on these applications.
- Space-constrained shops appreciate the compact footprint – Since cobots work alongside people without bulky safety cages, they squeeze right onto existing production floors.
- Hybrid workflows blend machine efficiency with human expertise – Let the robot handle straightforward, repetitive tasks while your skilled welders tackle complicated geometries and custom work.
- Labor challenges drive adoption faster than efficiency gains – Shops struggling to hire welders or burning through overtime budgets see immediate value. Rising rework costs and tightening compliance standards also push fabricators toward automation.
- Low-risk trial programs ease the transition – Rent-to-own arrangements and demonstration periods let you test cobots on real production parts. Some vendors even provide 30-day return windows so you’re not locked in before proving the system works in your environment.